|
|
|




















|
|


I 'm Online Chat Now
Sertifikasi


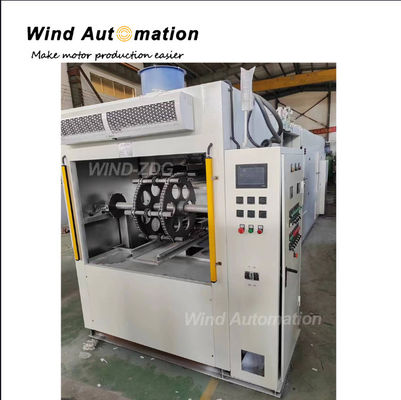
WIND-ZDG300-50 E sepeda Mesin varnish Roll dan dip mesin
|
|
Detail produk:
Syarat-syarat pembayaran & pengiriman:
|






Detil Deskripsi produk
| Kondisi: | Baru | Isolasi armature: | Armature trickling/roll and dip |
|---|---|---|---|
| Ukuran rotor berhubungan dengan mesin: | Panjang poros angker, OD angker, tinggi tumpukan | Panjang mesin: | Terkait dengan ukuran armature, waktu pengerasan dan kebutuhan output |
| Sumber Daya: | Listrik | Setelah terjual: | Mesin hampir tidak memerlukan perawatan |
| Menyoroti: | Mesin celup pernis sepeda listrik,Mesin gulung impregnasi tetes,Mesin pelapis pernis WIND-ZDG300-50 |
||
Motor Stator Rotor Varnish Dipping Machine WIND-ZDG Seri Dip Varnishing
Jenis ini rotor varnish mesin menetes adalahterutama digunakanuntukPengolahan otomatis isolasi kumparan rotor motorKecualiPemuatan manual dan Pengungkapan, tDia seluruh prosesadalahsepenuhnya otomatisuntuk menjamin produkkonsistensiy dan kualitas untuk produksi massal.
Pertanyaan dan Jawaban dari Motor Motor Hub Motor Stator Electric Bike Asembly Dip Lac Machine:
Spesifikasi untuk Dip Varnishing untuk Hub Motor Stator Assembly
Ukuran Stator: Seperti yang ditunjukkan pada gambar di atas, ukuran keseluruhan Stator adalah;
Stator OD: Max 275 mm, Stator ID (Bore): 25 ~ 30 mm dengan slot kunci 5 mm
Ketebalan stator: maksimal 100 mm.Anda dapat memeriksa video dan tahu stator adalah tanpa poros, kita perlu ketebalan stator
Stator berat: Max 3,5 Kgs
Tingkat produksi: 400 / shit dari 440 menit
Kelas varnis: Dobeckan FT 1040/120E, Hardner K2
Preheating: Stator tembaga Winding harus dipanaskan dengan melewati arus listrik untuk meningkatkan
temp di dalam gulungan ke 120 Deg. @ Pusat gulungan dalam waktu 2 menit.
harus dapat diprogram dan harus dikontrol dalam batas +/- 5% dari nilai yang ditetapkan.
pada permukaan berliku diperlukan untuk mengatur arus dan waktu
Pemanasan adalah dengan motor udara yang dipanaskan, tidak perlu menggulirkan arus
Proses varnish: Stator akan direndam dalam tangki varnish setelah prapanas.
diputar saat mencelupkan selama 1 ~ 2 putaran yang harus diatur.
tank dan tetap berputar selama 6 ~ 8 menit untuk menetap varnis.
dengan memindahkan bagian-bagian di dalam tangki atau memindahkan tangki ke atas untuk mencelupkan bagian-bagian.
Beberapa pengaturan diperlukan untuk menghapus kelebihan varnis dari diameter luar stator.
Lapis tipis seperti yang ditunjukkan video dan tidak perlu menghapus
Pasca pengerasan: Bagian yang akan diobati selama 25 ~ 30 menit @ suhu 130 ~ 150 Deg.
Setelah pengeras, bagian-bagian harus diputar di dalam oven untuk menghindari tumpahan varnis di diameter luar.
Post-curing dapat dilakukan dengan pengaturan conveyor atau oven jenis batch.
Suhu oven harus dipertahankan oleh pengontrol PID dengan interlock untuk waktu dan suhu. ventilasi yang tepat harus disediakan untuk menghindari asap atau tekanan yang terbentuk di dalam oven.
Pendinginan: Penguatan pendinginan harus disediakan untuk mendinginkan bagian-bagian ke bawah 60 °C.
Pemasok untuk memberikan spesifikasi mesin dalam hal biaya,ukuran keseluruhan,beban terkoneksi dan
Rancangan proposal.
Menurut tinggi tumpukan dan berat, setiap poros dapat menahan 2 sampai 3pcs stator,
Dan target output Anda adalah 400pcs per hari, ukuran mesin keseluruhan akan sekitar 7.5meter
(1) Spesifikasi
| Posisi kerja | 124x2 |
| Posisi pitch | 76 mm |
| Waktu pemanasan | ≤ 45 menit |
| Pekerjaan terowongan suhu | 0 ~ 160oC |
| Waktu pitch | 0 ~ 10 diatur |
| Kekuatan | 28KW |
| Dimensi | 4900×1600×2100 mm |
| Berat badan | 3.5T |
(2) Penerapan
Mesin ini memiliki berbagai aplikasi, cocok untuk berbagai jenis rotor, seperti motor starter, motor hibrida, motor peralatan rumah tangga, motor pompa, motor vacuum cleaner, motor alat listrik,motor seri, mesin penghapus debu.
(3) Fitur
Tingkat kualitas tinggi dari proses varnishing
Ramah lingkungan
Waktu pemanasan, waktu pitch dan suhu dapat diatur
Dapat disesuaikan sesuai
Produksi massal
Siklus kerja sepenuhnya otomatis setelah memuat armature
Efisiensi tinggi, otomatisasi dan produktivitas
https://youtu.be/guDIQOuvFZ0?si=A2_329QWnOSNtRbr
Rincian kontak
Shanghai Wind Automation Equipment Co.,Ltd
Kontak Person: Ms. Emily
Mengirimkan permintaan Anda secara langsung kepada kami
Lebih Mesin Impregnasi Trickle
-
Peristaltik Pompa Trickle Mesin Impregnasi Impregnasi Insulasi Terowongan
-
Mesin Isolasi Pencelupan dan Pencelupan Pencelupan Varnish Automatic
-
WIND-ZCJ Mesin Impregnasi Trickle Impregnasi Tekanan Vakum
-
Mesin Impregnasi Varnish Stator Frame Kecil kedalaman rendaman di bawah 300mm
-
Mesin Impregnasi Stator Frame Besar Varnish Trickle Depth Dipping Di atas 300mm
-
Mesin Impregnasi Trickle yang sepenuhnya otomatis Stator Pengolahan Panas Oven Lapisan dengan varnis resin